
Design Guidelines for Vacuum Casting
Design Opportunities
Vacuum Casting is a very versatile process that has many advantages for designers. Vacuum Casting tooling is flexible silicone that allows undercuts can be ejected by flexing the tool rather than increasing the number of tool inserts or tools. It is also possible to incorporate cores and inserts to make larger re-entrants and internal features.
The properties of different plastics can be incorporated as over-molding. Over-molding is similar to multi-shot injection molding, except that the part is removed from the mold and placed in another for the second material.

Overmolding allows bonding of different hardnesses of materials on top of the other.
Design Considerations
1. Part Size
Parts can be any sizes from a few grams up to several hundreds kilos. However size will affect the cycle time. Larger part will take longer to be cured to avoid the exothermic reaction causing shrinkage and distortion.
2. Standard Accuracy
± 0.3% (with a lower limit of ±0.3mm on dimensions less than 100mm)
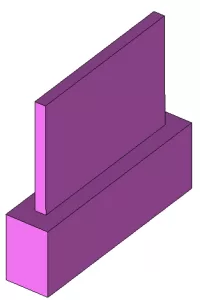
3. Minimum wall Thickness
A wall thickness of at least 0.75mm is necessary. A minimum of 1.5mm wall thickness is recommended for the best result
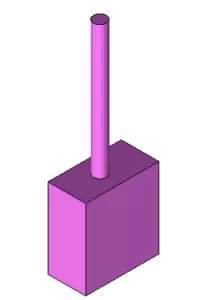
4. Pin diameter
Ensure the minimum diameter of 0.6mm. Highly recommended 1mm for the best result. Ensure the pin diameter to length ratio is 1:10 for part integrity.
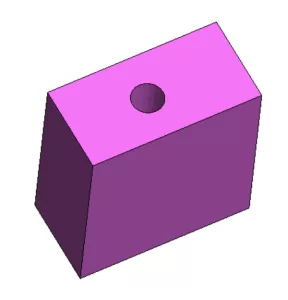
5. Hole Diameter
Ensure the minimum hole diameter of 1mm for the best result. Diameter as small as 0.8mm is possible but entirely dependent on part geometry.
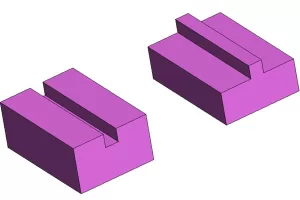
6. Engraved or Protruded Details
Ensure the engraved depth of at least 0.6mm. Ensure the protruded height of at least 0.4mm. This is to make sure the details will be obvious after casting.
7. Sharp Edge
Very sharp edge or sharp details such as knife-edges are very difficult to reproduce in any molding application and hence should be avoided.